

Being able to create an interlinked chain demonstrates many unique features of 3D printing. There are very few other manufacturing methods that would be able to produce an interconnected part, and certainly no other methods that can produce a linked part using the small amount of material used with additive manufacturing.
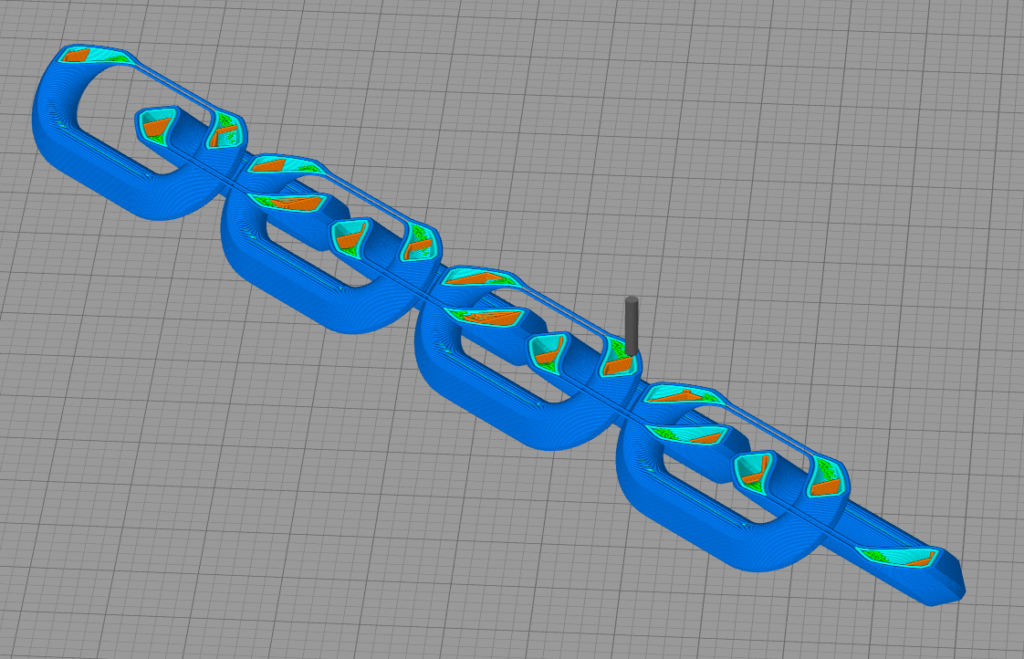
The print starts off as the individual link only making contact with the bed of the printer. At about 2/3 of the print, the printer begins to bridge the gap between the two open sides of each link. Because of the bridging process of depositing material through mid air, the first few strands have a tendency to droop down. This can be prevented by using support material that is built up from the build plate and removed later, but was not used here since function was more important than appearance. As the print continues depositing molten plastic, the drooping begins to resolve and the layers start to stack inline and continue until the print is finished.
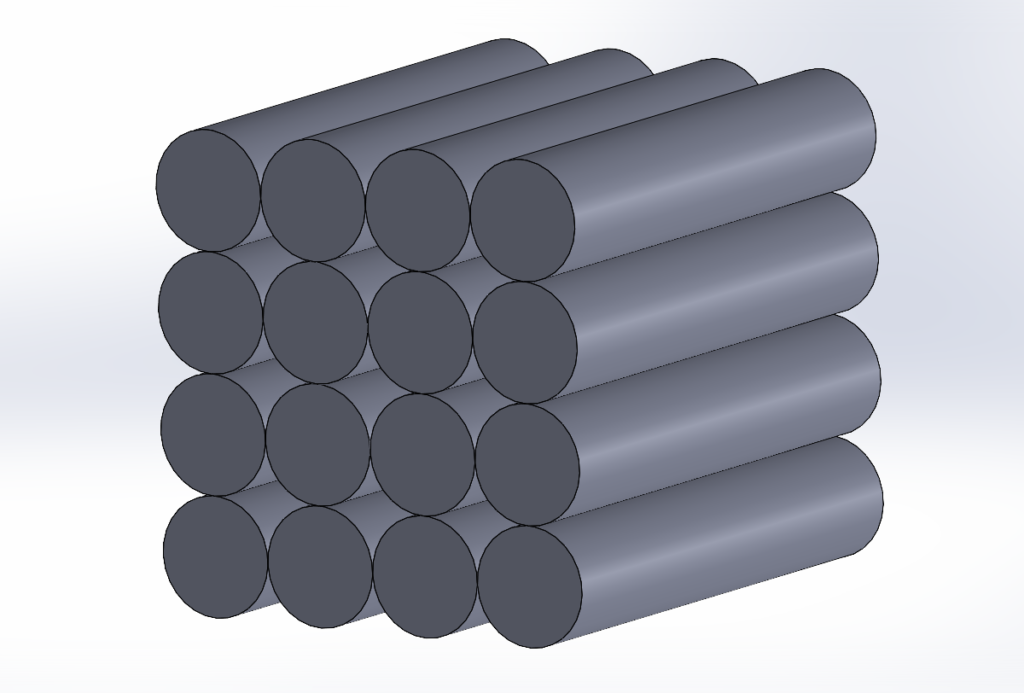
PETG was the chosen material for this print for several reasons: its high Z bonding strength and its durability. FDM prints are historically the weakest in the Z build orientation due to anisotropy. The results of this are that FDM parts will normally break along the layer lines when great enough force is applied. When the round strands of molten plastic are deposited, microscopic voids are created between the strands of the deposition of plastic layers. As a workaround, parts can be oriented on the build plate so that the direction of needed strength is parallel to the build plate. It’s also very important to have print temperatures optimized to get the greatest amount of Z bonding strength achievable.
The only logical way to test the strength of our PETG chain was to tow a 3,600 pound vehicle. We attached both cars to the chain and began pulling. To our surprise, the chain was able to pull the SUV and only fractured when the rear car braked. Even more surprising was that the chain fractured along the X, Y and Z axis, and not along the layer lines. This type of fracture pattern is normally associated with isotropic parts such as injection molded products.

This test print was not just fun to do– it has given us a new faith in functional 3D printing and has started us thinking about what other applications this test could apply to. What parts or industries do you think could harness high strength print-in-place parts?
Contact us today to see what 3D printing can do for you!
"*" indicates required fields